Наши мощности
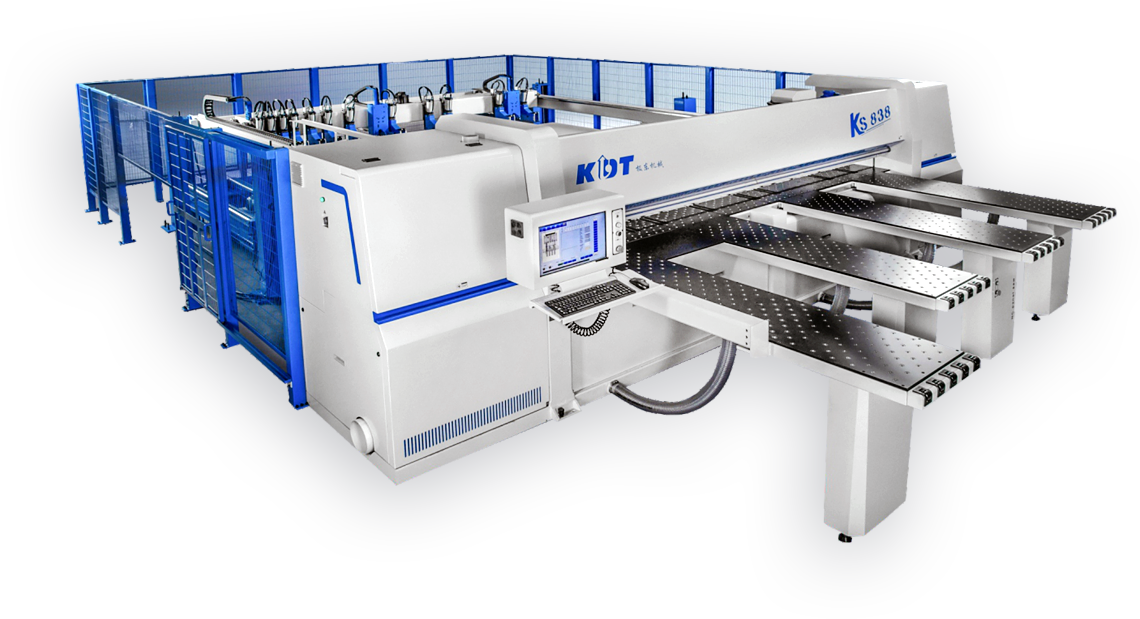
- Форматно-раскроечный центр KS-838
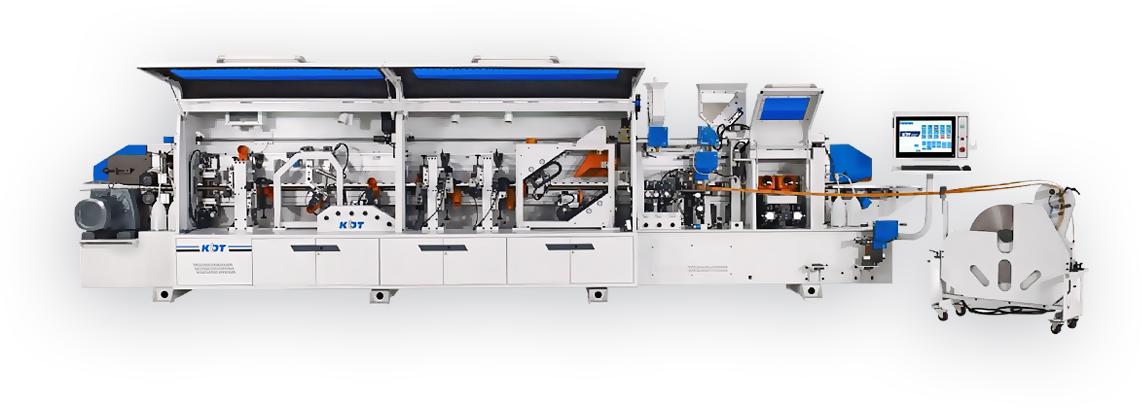
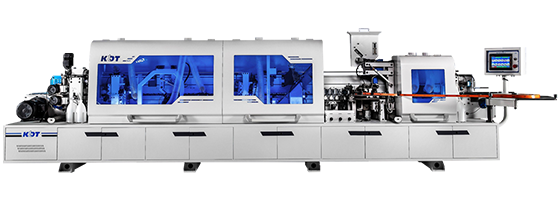
- Кромкооблицовочный станок KDT KE-568JSDA
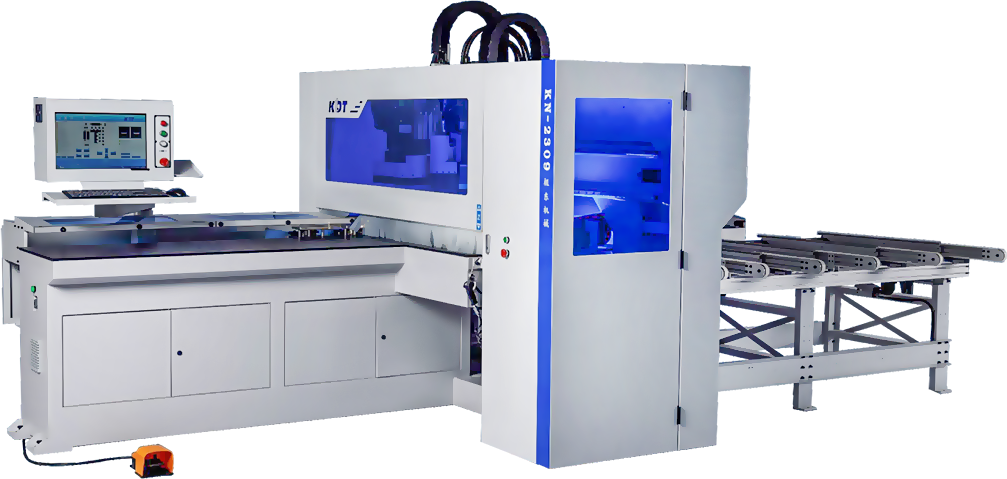
- Сверлильно-присадочный центр KDT KN-2312HE
- Кромкооблицовочный станок MF50SA
- Кромкооблицовочный станок KDT KE-655JS
- Центр форматно-раскроечный KDT KS-842CP
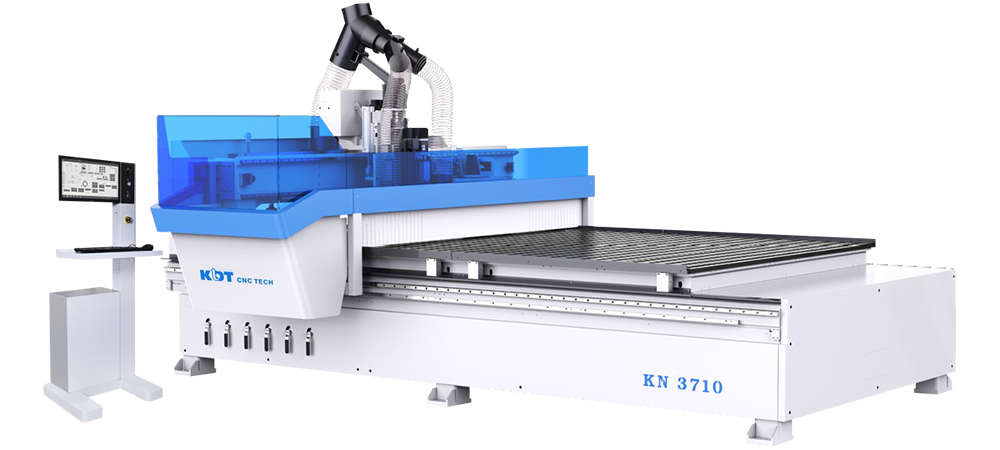
- Центр обрабатывающий с ЧПУ KDT KN-3710E
- Кромкооблицовочный станок KDT KE-668JSA(45)
- Центр сверлильно-присадочный с ЧПУ KDT KD-612KH
-
НаименованиеKS-838
-
Габариты раскраемого материала, мм3800 х 4000 х 90
-
Скорость раскроя, м/мин.1-85
-
Скорость возврата пильной каретки, м/мин.1-110
-
Скорость толкателя, м/мин.1-85
-
Диаметр основной пилы, мм400
-
Диаметр подрезной пилы, мм200
-
Мощность привода основной пилы, кВт15
-
Мощность привода подрезной пилы, кВт1,5
-
Количество пневмозахватов на толкателе, шт.10
-
Мощность привода программируемого толкателя, кВт2,0
-
Мощность привода пильной каретки (servo), кВт2,0
-
Рабочее давление пневмосистемы6 бар
-
Габаритные размеры, мм7412 х 6356 х 1890
-
Масса, кг6560
-
 Высокая точность обработки (диагональность, параллельность, линейность)
Высокая точность обработки (диагональность, параллельность, линейность) -
Высокая скорость обработки
-
Отсутствие человеческих ошибок

Станина станка разработана с учетом программ САПР, где были рассчитаны и смоделированы максимально допустимые нагрузки и требования, предъявляемые к конструкции станка. Сварная станина проходит отпуск для снятия всех внутренних напряжений в материале, далее происходит обработка на пяти осевом металлообрабатывающем станке, где фрезеруются все площадки и отверстия для монтажа узлов и агрегатов.
Отдельные двигатели на основную и подрезную пилу.
Автоматическая настройка высоты основной пилы согласно высоте раскраиваемого пакета.
Перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора.
Боковой прижим гарантирует выравнивание пакета заготовок перпендикулярно плоскости резания.
Программируемый толкатель оборудован десятью двухпальцевыми пневмозахватами, что гарантирует надежную фиксацию пакета заготовок.
Промышленный компьютер на базе Windows XP обеспечивает надежную работу системы ЧПУ, программное обеспечение KDTsoft.
Рабочий стол оборудован системой поддува (воздушная подушка) с отдельным электродвигателем, что предотвращает повреждения деталей во время позиционирования.
Электрические компоненты соответствуют стандартам СЕ.
-
НаименованиеKDT KE-568JSDA
-
Толщина кромки, мммин 0.4, макс 3
-
Толщина заготовки, мммин 10, макс 60
-
Длина заготовки, мм>150
-
Ширина заготовки, мм>60
-
Скорость подачи, м/мин.15-23
-
Узел прифуговки, кВт2х2.2
-
Узел чистовой торцовки кромки, кВт2х0.37
-
Установленная мощность, кВт26,92
-
Рабочее давление6 бар
-
Рабочее напряжение, В380
-
Габариты, мм7346х870х1695
-
Масса, кг2230
-
Прижимная лента вместо роликов.
-
Блок для нанесения разделительной жидкости.
-
Прифуговка — узел предварительного фрезерования с алмазными фрезами.
-
2 узла радиусного фрезерования с алмазными фрезами.
-
Узел чистовой торцевой обрезки с алмазными фрезами.
-
Клеевой узел с пресс-группой из 5 роликов, с механизмом очистки от клея.
-
Двухмоторный узел раунд (обкатка углов) с алмазными фрезами.
-
Узел радиусного циклевания для снятия кинематической волны.
-
Узел плоского циклевания (клеевая цикля), для удаления излишек клея и микронеровностей в швах.
-
Узел полировки с полировальной жидкостью, для придания финишного блеска кромке

- Автоматическая перенастройка на 4-е толщины кромки
- Верхняя быстросъемная клеевая ванна с 2-я устройствами предрасплава
- Обкатка углов (раунд)
- Ready For PUR
Автоматический кромкооблицовочный станок KDT KE-568JSDA предназначен для облицовывания прямолинейных кромок мебельных щитов и заготовок.
На станке установлены два узла нанесения жидкостей: Первый узел для нанесения разделительной жидкости: с помощью 2-х форсунок перед агрегатом предварительного фрезерования (прифуговка) заготовки. Это наносится специальная разделительная жидкость, выступающие наружу остатки клея не вступают в соединение с заготовкой.
Второй узел для нанесения полировальной жидкости: с помощью 2-х форсунок перед полировальным агрегатом. Это наносится очистительная жидкость. Основная задача удаление нанесенного в начале антиадгезива (разделительная жидкость) и свободных остатков клея. А так же для придания блеска обработанной кромки детали.
Скорость подачи 15-23м/мин;
Прижимная лента вместо роликов гарантирует точное позиционирование детали на всех этапах обработки кромки при скорости 23м/мин;
Пневматическая перенастройка на другую кромку с пульта;
Магазин подачи кромки под два рулона;
Две верхних сменных клеевых ванны с предварительным расплавом;
Прижимная группа с пятью роликами, с функцией очистки;
Лампа подогрева заготовки;
Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами (энкодер);
Программирование технологических перерывов нагрева клеевой ванны;
Индивидуальный частотный преобразователь для каждого рабочего узла;
Освещение в защитной кабине;
Новый тип захвата на узле циклевания;
Для безопасности станок оборудован электронной системой блокировки двери кабины;
Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали;
Базирующая линейка с цифровым счетчиком гарантирует быстрый и точную установку необходимого съема на детали во время фрезерования на узле прифуговки; Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
Регулировка передних и задних свесов кромки с панели управления.
Станина кромкооблицовочного станка KDT KE-568JSDA имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение узлов в течении всего срока эксплуатации. После сварки, для снятия внутренних напряжений, станина отжигается в специальной печи и затем обрабатывается на тяжелом портальном фрезерном центре с ЧПУ за одну установку.
Перед покраской станина проходит через специальные ванны для обезжиривания поверхности и затем поступают в автоматическую камеру порошковой окраски.
Управление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen».
Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке.
Пульт управления русифицирован.
Возможность работы со сканером.
Шток дозатор подачи заготовок, контролирует минимальное расстояние между заготовками, предотвращая повреждения узлов станка во время работы.
Узел предварительного фрезерования оснащен двумя высокочастотными двигателями, что обеспечивает качественную обработку торца материала перед приклеиванием кромки.
Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами. Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелирования и загрузки в станок. Особенно легко повреждаются «рыхлые» плиты с тонкой непрочной облицовкой. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование.
Узел предварительной прифуговки оснащен алмазными фрезами высотой 40 мм (60 мм - опция). Давление на пресс группе задается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания.
Из 5-ти роликов 2 ролика имеют разный конус, что обеспечивает распределение усилия прижима по толщине детали. Т.е. 3 цилиндрических ролика осуществляют давление по всей толщине детали, а 2 конических ролика сосредоточены на нижнем и верхнем участках детали. Мощный пневматический цилиндр ножа предварительной торцовки успешно справляется с толстой кромкой. Пресс группа из 5-ти роликов. Ролики оснащены механизмом очистки от клея.
Верхняя клеевая ванна с предварительным расплавом клея.
Вместительность 5 литров. Клей подается дозировано и не перегревается во время простоев станка. Смотровое окно позволяет контролировать наличие клея. Время разогрева и готовности к работе 15 минут. Две сменные ванны входят в комплектацию станка.
Узел чистовой торцевой обрезки оснащен двумя высокочастотными электродвигателями. Специальная конструкция с разнесенными независимыми направляющими позволяет с высокой точностью производить чистовую торцовку на максимальной скорости. Перемещение пильных узлов осуществляется по специальным линейным направляющим. Узел оснащен системой автоматической смазки направляющих.
Фрезерные узлы состоят из двух высокочастотных электродвигателей оснащенных твердосплавными радиусными фрезами. Деталь отслеживается с помощью двух больших круглых копиров (на каждом моторе) установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки. Узлы оснащены функцией пневмо-перенастройки. Возможна быстрая перенастройка с пульта управления станком на четыре размера кромки разной толщины.
Узел раунд (обкатка углов) оснащен двумя высокоскоростными моторами и успешно работает на скорости 20 м/мин. Возможны четыре схемы работы.
Первый узел циклевания оснащен двумя твердосплавными радиусными ножами, которые после фрезеровки кромки толщиной 2,0 мм снимают тонкий слой с отфрезерованной части кромки, в результате мы получаем ровную обработанную поверхность. Узел циклевания оснащен механизмом отделения стружки от заготовки после циклевания.
Второй узел циклевания оснащен двумя твердосплавными прямыми ножами (клеевая цикля), которые осуществляют обработку кромки в стыках с деталью. Это операция удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали.
Узел полировки осуществляет полировку обработанной части кромки. Для безопасности узел оборудован дополнительными защитными кожухами.
Магазин подачи кромки на два рулона упрощает и ускоряет процесс смены кромки и перехода на другую толщину, ширину, цвет.
Прижимная лента вместо роликов гарантирует точное и надежное позиционирование детали на всех этапах обработки кромки при скорости 23м/мин.
-
НаименованиеKDT KN-2312HE
-
Длина заготовки, мм200-420
-
Ширина заготовки, мм50-1200
-
Толщна заготовки, мм10-60
-
Скорость перемещения захватов заготовки(Х), м/мин.до 130
-
Макс. скорость по оси (У), м/мин.75
-
Макс скорость по оси (Z), м/мин.30
-
Кол-во вертикальных шпинделей, шт.12 (8+4)
-
Кол-во горизонтальных шпинделей, шт.8 (4+4)
-
Размеры станка, мм5020 x 2230 x 2080
-
Установленная мощность, кВт12,95
-
Масса, кг2910

-
Фрезерный агрегат с алмазной фрезой
-
Пазовальный узел
-
Сверление с 6-ти сторон
- Высокая скорость обработки: 130/75/30 м/мин
- Фрезерный узел в стандартной комплектации
- Пазовальный узел (Пила)
Сверлильно-присадочный центр KDT KN-2312HE предназначен для высокоточного сверления сквозных и глухих отверстий в торцах и плоскостях мебельных щитов, что позволяет производить обработку любых карт присадки за один проход детали и фрезерования криволинейных и прямых пазов. Пазование c помощью дисковой пилы.
Мощная цельносварная конструкция. Обеспечивает высокую надежность работы станка. Общий вес станка более 3000 кг.
Два независимых, автоматических зажима надежно фиксируют заготовку толщиной до 60 мм. При перемещении длинных деталей требуется перехват заготовки, в таком случае заготовка всегда удерживается одним из них. Максимальная скорость перемещения 130 м/мин. Захваты оснащены системой обдува.
Компоновка сверлильной группы: 12 – вертикальных шпинделей (6+6); 8 – горизонтальных шпинделей (4+4). В стандартной комплектации установлен фрезерный узел (3,5 кВт). Пазовая пила.
Пазовальный узел. Диаметр пилы до 120 мм.
Промышленный компьютер с сенсорным экраном (TouchScreen) на базе Windows обеспечивает надежную работу системы ЧПУ. Визуальное отображение кромки.
Сканер для считывания штрих-кодов входит в базовое оснащение станка. Что позволяет оперативно запустить в работу необходимую карту присадки.
Рабочий стол оснащен воздушной подушкой.
Станок поставляется в базе с автоматизированным разгрузочным столом, что позволяет работать в проходном режиме.
Станок поставляется в базе с автоматизированным разгрузочным столом, что позволяет работать в проходном режиме.
Станок интегрирован с программой "Базис" и "К-3".
-
НаименованиеMF50SA
-
Толщина кромочного материала, мм0,3-3,0
-
Ширина кромочного материала, мм15-50
-
Радиус кривизны обрабатываемой детали (min) мм,20
-
Скорость подачи кромочного материала (бесступенчатая), м/мин6
-
Температура нагрева (max) °С250
-
Мощность нагревателей, кВт1,73
-
Мощность электродвигателя подачи кромочного материала, кВт0,4
-
Общая установленная мощность, кВт2,13
-
Рабочее давление в пневмосистеме, МПа (кг/см2)0,6-0,8 (6-8)
-
Габариты, мм1800х1120х1600
-
Масса, кг370

-
Русифицированный пульт управления с дисплеем
-
Оснащен электрическими комплектующими Siemens
-
Наклонный рабочий стол
-
Автоматическая подача кромочного материала в зону приклеивания
-
Приклеивание ведется при автоматической подаче заготовки
-
Предварительная обрезка кромочного материала

- Промышленный фен;
- Два отдельных приводных ролика наносят клей как на заготовку так и на кромочный материал;
- Наклонный рабочий стол;
- Счетчик измерения длины кромки;
- Предварительная обрезка кромочного материала;
- Управление станком осуществляется за счет контроллеров производства Siemens;
- Пульт управления.
Кромкооблицовочный станок MF50SA Предназначен для облицовывания прямолинейных и криволинейных кромок мебельных щитов и заготовок синтетическим рулонным материалом. Приклеивание ведется при автоматической подаче заготовки. Подача кромочного материала в зону приклеивания осуществляется автоматически из магазина.
Идеально подходит для применения на предприятиях по производству корпусной мебели (офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, а также эксклюзивная мебель, изготавливаемая по индивидуальным заказам).
-
НаименованиеKDT KE–655 JS
-
Толщина кромки, мм0,4-3,0
-
Толщина заготовки, мм10-60
-
Размер минимальной детали, мм120х95
-
Длина заготовки, мм≥120
-
Ширина заготовки, мм≥60
-
Скорость подачи, м/мин15-23
-
Мощность электродвигателя подачи кромочного материала, кВт3,7
-
Общая установленная мощность, кВт19,3
-
Рабочее давление в пневмосистеме, МПа (кг/см2)0,6 (6)
-
Рабочее напряжение, В380
-
Габариты, мм5446х1000х1720
-
Масса, кг1840

-
Скорость подачи 15-23м/мин
-
Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами
-
Программирование технологических перерывов нагрева клеевой ванны
-
Индивидуальный частотный преобразователь для каждого рабочего узла

- Скорость подачи 15-23м/мин;
- Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами;
- Программирование технологических перерывов нагрева клеевой ванны;
- Индивидуальный частотный преобразователь для каждого рабочего узла;
- Освещение в защитной кабине;
- Для безопасности станок оборудован электронной системой блокировки двери кабины;
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали;
- Базирующая линейка с цифровым счетчиком гарантирует быстрый и точную установку необходимого съема на детали во время фрезерования на узле прифуговки;
- Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
- Регулировка передних и задних свесов кромки с панели управления.
Автоматический кромкооблицовочный станок KDT KE-655JS предназначен для облицовывания прямолинейных кромок мебельных щитов и заготовок.
На станке установлены два узла нанесения жидкостей:Первый узел для нанесения разделительной жидкости: с помощью 2-х форсунок перед агрегатом предварительного фрезерования (прифуговка) заготовки. Это наносится специальная разделительная жидкость, выступающие наружу остатки клея не вступают в соединение с заготовкой.
Второй узел для нанесения полировальной жидкости: с помощью 2-х форсунок перед полировальным агрегатом. Это наносится очистительная жидкость. Основная задача удаление нанесенного в начале антиадгезива (разделительная жидкость) и свободных остатков клея. А так же для придания блеска обработанной кромки детали.
-
НаименованиеKDT KS-842C
-
Максимальные габариты раскраиваемого материала, мм4300х4300
-
Максимальный вылет пилы, мм90
-
Минимальные размеры заготовки, длина*ширина, мм45х34
-
Скорость холостого хода пильной каретки, м/мин110
-
Скорость толкателя, м/мин95
-
Диаметр основной пилы, мм400/75
-
Диаметр подрезной пилы, мм200/50
-
Мощность привода основной пилы, кВт15
-
Мощность привода подрезной пилы, кВт1,5
-
Мощность привода программируемого толкателя (servo), кВт2
-
Мощность привода пильной каретки, кВт2
-
Суммарная мощность, кВт31,5
-
Рабочее давление пневмосистемы, МПа0,6
-
Габаритные размеры, мм7901х6656х1890
-
Масса, кг6560

-
Максимальный вылет пилы 90 мм
-
Возможность работы с принтером печати этикеток
-
Возможность работы с промышленным сканером для считывания штрих-кодов
-
Прямозубые рейки и шестерни. Точность-Скорость-Долговечность.
-
Программируемый толкатель с десятью пневматическими четырехпальцевыми захватами
-
Рабочий стол станка оборудован системой поддува (воздушная подушка)
-
Промышленный компьютер обеспечивает надежную работу системы ЧПУ
-
Интерфейс управления станком русифицирован

Форматно-раскроечный центр с ЧПУ KDT KS-842C предназначен для раскроя пакета плитных материалов (ДСтП, МДФ, ДВП и др.), как облицованных, так и не облицованных. Станок хорошо зарекомендовал себя, как на производстве мебели под заказ, так и на фабриках, производящих мебель небольшими сериями. Максимальная высота пакета 90 мм. При мощности двигателя основной пилы 15 кВт.
Отличительные особенности KDT KS-842С
- Максимальный вылет пилы 90 мм;
- Возможность работы с принтером печати этикеток (принтер приобретается отдельно). Печать этикеток - синхронизируется с выходом деталей;
- Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно). Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду;
- Перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора. Точность-Скорость-Долговечность, три основных параметра, по которым принято решение комплектовать наш станок этими рейками;
- Скорость рабочего хода пильной каретки до 1-95 м/мин;
- Скорость холостого хода пильной каретки до 110 м/мин;
- Скорость программируемого толкателя 1-95 м/мин;
- На программируемом толкателе оборудованы десять пневматических четырехпальцевых захватов;
- Рабочий стол станка оборудован системой поддува (воздушная подушка);
- Промышленный компьютер обеспечивает надежную работу системы ЧПУ;
- Интерфейс управления станком русифицирован.
Станина станка разработана с учетом программ САПР, где были рассчитаны и смоделированы максимально допустимые нагрузки и требования, предъявляемые к конструкции станка.
Сварная станина проходит отпуск для снятия всех внутренних напряжений в материале, далее происходит обработка на пяти осевом металлообрабатывающем станке, где фрезеруются все площадки и отверстия для монтажа узлов и агрегатов.
Станок оснащен мощным приводом основной пилы 15 кВт, максимальный вылет пилы 90 мм.
Перемещение каретки происходит сервоприводом посредством шестерни и косозубой рейки.
Четыре рабочих стола на 842C с воздушной подушкой позволяют оператору без усилий позиционировать пакет материалов и убирать готовые детали со станка.
Форматно-раскроечный центр с задней загрузкой KDT KS-842C оснащен промышленным компьютером на базе Windows.
Интерфейс управления станком русифицирован.
Работает с «БАЗИС РАСКРОЙ», "К3-Мебель", "bCAD".
Возможность работы с принтером печати этикеток (принтер приобретается отдельно). Печать этикеток - синхронизируется с выходом деталей.
Возможность работы с промышленным сканером для считывания штрих-кодов (сканер приобретается отдельно). Сканер, позволяет оперативно запускать в работу необходимую карту раскроя по штрих-коду.
В зоне резания установлены столы с воздушной подушкой, что существенно облегчает работу с небольшими деталями и защищает их от повреждений.
Программируемый толкатель оборудован пневмозахватами, что гарантирует надежную фиксацию пакета заготовок.
Десять четырех пальцевых толкателей надежно фиксируют как пакет материала толщиной до 90 мм, так и один лист.
Раскрытие захватов соответствует максимальному вылету пилы.
Специальная конструкция захватов не повреждает материал при его фиксации и перемещении.
Боковой упор с роликом для беспрерывного прижима узких полос к боковой линейке при раскрое их на готовые детали.
Увеличенная скорость позиционирования бокового упора – 24 м/мин.
-
НаименованиеKDT KN-3710E (Delta)
-
Перемещения по оси X, мм3100
-
Перемещения по оси Y, мм2150
-
Перемещения по оси Z, мм100
-
Производитель шпинделяKDT
-
Частота вращения, об/мин18000
-
Мощность, кВт12
-
Хвостовик инструментаISO 30
-
Вертикальные шпиндели, шт.4+5
-
Скорость вращения, об/мин6000
-
Посадочный диаметр инструмента, мм10
-
Мощность, кВт1,7
-
Количество инструментов, шт.12
-
Максимальный диаметр инструмента, мм140
-
Максимальная длина инструмента (без учета высоты заготовки), мм210
-
Тип смены инструментаРевольверный
-
Размер стола, мм3060х2140х70
-
Тип столаВакуумный
-
Число вакуумных зон, шт.6
-
Количество пневматических упоров, шт.6
-
Привод подачиСервопривод DELTA
-
Мощность приводов по осям X/Y/Z, кВт2х0.85/0.85/0.85
-
РедуктораSESAME
-
ШВП и Зубчатая рейкаYYC
-
Скорость быстрых перемещений по осям X/Y/Z, м/мин80/80/30
-
Система ЧПУDelta
-
Потребление воздуха, л/мин570
-
Требуемое давление воздуха, Бар6,5
-
Производительность вакуумных насосов, м3/час2×250
-
Количество и диаметр выходов под аспирацию, мм1х200
-
Габариты станка (ДхШхВ), мм4500х3350х2415
-
Масса станка, кг5500
-
Электрошпиндель
-
Система подъёма стружки
-
Магазин автоматической смены инструмента
-
Зубчатая рейка и шестерня
-
Двухконтурная система смазки
-
Механизм выравнивания листа и базирующие упоры
-
Сталкиватель заготовок / Очистка рабочего стола
-
Вакуумный стол
-
Вакуумные насосы
-
Стойка управления Delta Electronics

Станок оснащен современным мощным электрошпинделем KDT 12 кВт. Он самостоятельно собирает, обрабатывает и отправляет в систему управления информацию о своем состоянии.
Диагностика в режиме реального времени позволит вам максимально эффективно использовать машинное время, осуществляя работу без остановки станка на техническое обслуживание.
Система подъема стружки с четырьмя управляемыми ЧПУ соплами для подачи воздуха в зону обработки.
Во время скоростной фрезерной обработки, стружка движется с большей скоростью, в отличии от скорости всасывания аспирационной системы, данная система позволяет снизить скорость вылета стружки и потоком воздуха направить ее в нужном направлении. Воздух подается против движения вылета стружки при помощи автоматического включения, нужного воздушного сопла, таким образом обеспечивается торможение и подъем стружки. отсутствие стружки в зоне резания обеспечивает лучшую стойкость инструмента, качество обработки и более эффективную работу аспирационной системы.
Станок оснащён автоматической сменой инструмента карусельного типа 12 позиций на сервоприводе, расположенным непосредственно рядом с шпинделем.
Зубчатая рейка и шестерня YYC (Yuan Yi Chang), направляющие качения и каретки PMI Group – обеспечивают плавность хода за счет минимального трения, при этом сохраняя жесткое сцепление и прецизионную точность.
Двухконтурная система смазки - осуществляет смазку всех необходимых узлов и агрегатов. По оси Х/Y автоматическая система смазки, по оси Z ручная.
Механизм выравнивания листа и базирующие упоры (с возможностью перестановки): Подъемные базирующие упоры; Подъемные позиционирующие планки; выравниватель листа; Система работает с любыми форматами листа, не превышающими размер.
Сталкиватель заготовок/Очистка рабочего стола: сокращает время обслуживания и исключает попадание стружки под заготовку, что существенно влияет на качество обработки. Облегчает работу оператора. Одновременно производит сталкивание заготовок и очистку стола от стружки.
Надежный и эффективный вакуумный стол с рабочей зоной и 3060*2140*70 мм. 6 вакуумных зон.
Возможна работа в маятниковом режиме и с деталями малых форм.
Вакуумный насос обеспечивают надежную фиксацию заготовки.
В комплекте 2 шт.; мощность 2*7,5 кВт; производительность 2*250 м3/час.
Имеет встроенный 32-битный высокоскоростной двухъядерный процессор, с помощью которого можно создавать многофункциональные управляющие центры, работающие в режиме реального времени.
Удобный человеко-машинный интерфейс обеспечивает простое и эффективное управление
Автонастройка параметров сервоприводов в режиме реального времени, обеспечивает оптимальное управление механической системой
ПО ЧПУ CNCSoft предлагает пользователю удобные настройки и позволяет создавать пользовательские экраны.
Встроенный USB интерфейс позволяет легко хранить, копировать и осуществлять резервное копирование данных. Позволяет выполнять программы напрямую с USB диска.
MPG (генератор импульсов): Функция MPG поддерживает импульсное задание и внешний ручной ввод. Функция симуляции MPG способна произвести точную симуляцию производственного процесса в любых рабочих условиях - это позволит проверить стабильность процесса и устранить ошибки исполнения или неполадки в работе оборудования.
Синхронное управление: линейная интерполяция до 5-ти осей и круговая интерполяция до 3-х осей
Компенсация рывков При значительном изменении ускорения, например, при резком изменении направления резки, могут возникать значительные вибрации и отдельные удары/рывки станка. Функция компенсации рывков управляет скоростью и меняет ускорение для подавления вибрации и ударов (рывков) и, таким образом, поддерживает стабильность и точность во всем цикле реза.
Управление разгоном/торможением: разгон/торможение до интерполяции; разгон/торможение по S-кривой
Сглаживание S-образной кривой Профиль ускорения в виде S-образной кривой, служащий для плавного ускорения и замедления до интерполяции, минимизирует ошибки от вибраций, стабилизирует и повышает точность процессов обработки.
Высокая точность обработки
Автоматическое угловое замедление - В процессе обработки замедление автоматически рассчитывается на углах перехода инструмента, что позволяет сохранить точность и скорость на углах по каждой оси и эффективно сглаживать весь процесс.
Компенсация трения - Сервоприводы обеспечивают функцию плавной компенсации трения в режиме реального времени в высокоточном контуре регулирования скорости для коррекции крутящего момента.
Высокая скорость обработки данных
Высокоскоростная многоблоковая функция предварительного расчета - Функция позволяет достигать заданной точки по заданному пути и с заданной скоростью. Данная функция сокращает время обработки и повышает эффективность производства.
Аппроксимация кривой - С функцией аппроксимации кривой сглаживается движение по оси при изменениях скорости. Повышается скорость и точность обработки, стабилизируется производственный процесс.
Поиск точек прерывания - Функция находит необходимую точку среди заданных точек прерывания и выполняет программу с нее, что исключает необходимость полного повторения программы с начала, когда это не нужно. Это значительно сокращает время программирования и поиска по программе, особенно при больших размерах программы.
Автоматическое измерение длины инструмента - Поддерживается функция пропуска - команда G31, позволяющая с помощью датчиков автоматически измерять длину инструмента. В режиме редактирования применяется команда G31 для перемещения по оси Z вниз и остановке в положении согласно датчику. Расстояние перемещения записывается и в дальнейшем учитывается при расчетах для компенсации длины инструмента. Команда G31 также может осуществлять немедленный останов одного блока и одновременное выполнение следующего блока.
Простота настройки системы
Автоматическая настройка размеров заготовки / длины инструмента - Пользователю больше нет необходимости вводить размеры вручную. Можно просто использовать различные функции входов и команду G54 для определения размеров (координат) заготовки, данную функцию также можно применять и для определения длины инструмента. Функция управления инструментом - Функция позволяет пользователю настраивать номер инструмента, индекс возврата инструмента и блокировку инструмента. Это позволяет правильно выбирать необходимый инструмент, не позволяет повторное его использование и предотвращает неправильный выбор инструмента. Встроенный карусельный блок и инструментальные блоки позволяют увеличить скорость работы функции.
Настройка автоусиления для сервосистемы - ЧПУ с NC300 обеспечивают эффективную регулировку усиления при настройке машин. Данные по механической инерции, полосе пропускания системы, коэффициенты усиления автоматически рассчитываются и загружаются в сервоприводы для обеспечения максимального быстродействия системы. Гибкое расширение системы при помощи модулей последовательного ввода/вывода
Защита от перегрузки
Минимальная дискретность задания: 0.001мм / 0.001°
Условия эксплуатации: 0 ~ +55°С / 10 ~ 95%
-
НаименованиеKDT KE-668 JSA (45)
-
Толщина кромки, мм0,4 – 3,0
-
Толщина заготовки, мм10 – 60
-
Кромкооблицовка по длиной стороне45*300
-
Кромкооблицовка по короткой стороне40*200
-
Скорость подачи, м/мин15-23
-
Узел прифуговки, кВт2 × 3.7
-
Узел чистовой торцовки кромки, кВт2×0.37
-
Узел фрезерования кромки (№1), кВт2×0.75
-
Узел фрезерования кромки (№2), кВт2×0.75
-
Узел Раунд (фрезерования углов кромки), кВт2×0.3
-
Узел полирования, кВт2×0.37
-
Мощность двигателя подачи, кВт3.7
-
Установленная мощность, кВт24
-
Рабочее давление, МПа0,6
-
Рабочее напряжение, В380
-
Размер и кол-во аспирационных выходовØ100*2 + Ø125*5
-
Габариты L×W×H, мм8070*1000*2060
-
Масса, кг2296
-
Размер фрез на прифуговке в стандартной комплектации125×30×Н40 mm.

-
Скорость подачи 15-23м/мин
-
Встроенное управление по путевым точкам
-
Программирование технологических перерывов нагрева клеевой ванны
-
Индивидуальный частотный преобразователь для каждого рабочего узла
-
Освещение в защитной кабине
-
Электронная система блокировки двери кабины
-
Электропривод механизма подъема/опускания прижимной траверсы - быстрая и точная установка на необходимую толщину детали
-
Базирующая линейка с цифровым счетчиком - быстрая и точная установка необходимого съема на детали во время фрезерования на узле прифуговки
-
Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения
-
Регулировка передних и задних свесов кромки с панели управления
Автоматический кромкооблицовочный станок KDT KE-668JSA (45) предназначен для облицовывания прямолинейных кромок мебельных щитов и заготовок
- Скорость подачи 15-23м/мин;
- Встроенное управление по путевым точкам для бесконтактного управления обрабатывающими агрегатами;
- Программирование технологических перерывов нагрева клеевой ванны;
- Индивидуальный частотный преобразователь для каждого рабочего узла;
- Освещение в защитной кабине;
- Для безопасности станок оборудован электронной системой блокировки двери кабины;
- Механизм подъема/опускания прижимной траверсы оснащен электроприводом, что обеспечивает быструю и точную установку на необходимую толщину детали.
- Базирующая линейка с цифровым счетчиком гарантирует быстрый и точную установку необходимого съема на детали во время фрезерования на узле прифуговки.
- Пневматическая шторка на клеенаносящем валу, предостерегает его от загрязнения;
- Регулировка передних и задних свесов кромки с панели управления;
На станке установлены два узла нанесения жидкостей:
- Первый узел для нанесения разделительной жидкости: с помощью 2-х форсунок перед агрегатом предварительного фрезерования (прифуговка) заготовки. Это наносится специальная разделительная жидкость, выступающие наружу остатки клея не вступают в соединение с заготовкой.
- Второй узел для нанесения полировальной жидкости: с помощью 2-х форсунок перед полировальным агрегатом. Это наносится очистительная жидкость. Основная задача удаление нанесенного в начале антиадгезива (разделительная жидкость) и свободных остатков клея. А также для придания блеска обработанной кромке детали.
Станина кромкооблицовочного станка KDT KE-668JSA (45) имеет форму жесткого короба с необходимыми ребрами жесткости, что гарантирует точное расположение всех узлов в течение всего срока эксплуатации. После сварки, для снятия внутренних напряжений, станина отжигается в специальной печи и затем обрабатывается на тяжелом портальном фрезерном центре за одну установку.
Перед покраской станины проходят через специальные ванны для обезжиривания поверхности и затем поступают в автоматическую камеру порошковой окраски.
Управление станком осуществляется с помощью специального пульта оборудованным промышленным дисплеем с системой «Touch screen». Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке. Пульт управления руcифицирован.
Шток дозатор подачи заготовок, контролирует минимальное расстояние между заготовками, предотвращая повреждения узлов станка во время работы
Стальные колонны для опоры верхней прижимной балки служат для опоры верхней балки. Новая конструкция колонн увеличенной жесткости и специальной геометрии разработана инженерами завода KDT, дает опору высокой прочности. Перемещение прижимной балки при перенастройке по толщине детали происходит более стабильно и равномерно.
Автоматическая смазка конвейера осуществляется электрическим насосом
Оснастка для облицовки деталей малой ширины и деталей малой длины
Специальная система подачи узких (от 45 мм) и коротких заготовок позволяет быстро и корректно базировать детали при подаче в станок.
Узел предварительного фрезерования оснащен двумя высокочастотными двигателями, что обеспечивает качественную обработку торца материала перед приклеиванием кромки. Предварительное фрезерование справляется со «ступенькой» от подрезной пилы, сколами. Сколы и небольшие повреждения плит могут возникнуть не только при раскрое, но и во время хранения, перемещения деталей между операциями, штабелированием и загрузкой в станок.
Особенно легко повреждаются плиты с «рыхлой» структурой, с тонкой непрочной облицовкой. Гарантировать, что линия стыка пласти и кромочного материала будет идеальной может только предварительное фрезерование. Узел предварительной прифуговки оснащен алмазными фрезами высотой 40 мм (60 мм – опция).
Лампа для нагрева детали перед поклейкой кромки. Улучшает качество приклейки кромки к детали
Давление на пресс группе задается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания. Из 5-ти роликов 2 ролика имеют разный конус, что обеспечивает распределение усилия прижима по толщине детали. Т.е. 3 цилиндрических ролика осуществляют давление по всей толщине детали, а 2 конических ролика сосредоточены на нижнем и верхнем участках детали. Мощный пневматический цилиндр ножа предварительной торцовки успешно справляется с толстой кромкой. Последняя модификация. Пресс группа из 5-ти роликов. Ролики оснащены механизмом очистки от клея.
Верхняя клеевая ванна с предварительным расплавом клея. Вместительность 5 литров. Клей подается дозировано и не перегревается во время простоев станка. Смотровое окно позволяет контролировать наличие клея. Время разогрева и готовности к работе 15 минут.
Автоматическая загрузка клея. Станок оснащен автоматической пневматической загрузкой гранулированного клея. Внизу в станине станка установлен большой бункер на 12,5 кг из которого посредством воздушного потока, гранулы транспортируются в верхний бункер с предрасплавом.
Нижняя клеевая ванна быстросъемного типа. Значительно облегчает процесс обслуживания, очистки. Позволяет быстро перестраиваться между клеями разного цвета/типа. Необходима для работы с PUR клеем.
Узел чистовой торцевой обрезки оснащен двумя высокочастотными электродвигателями. Перемещение пильных узлов осуществляется по специальным линейным направляющим. Торцовочные пилы имеют угол поворота 0-15 град. Узел оснащен системой автоматической смазки направляющих, а также собственным аспирационным патрубком.
Два фрезерных узла. Каждый укомплектован двумя высокочастотными электродвигателями с радиусными фрезами. Позволяют обрабатывать кромочный материал толщиной 0,4 – 3,0 мм. Деталь отслеживается с помощью двух больших круглых копиров (на каждом моторе), установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки.
Узлы оснащены функцией пневмо-перенастройки, с возможностью поднастройки с помощью механической регулировки. Возможна быстрая перенастройка с пульта управления станком на четыре размера кромки разной толщины: две толстые и две тонкие.
Новая модификация копиров на узле фрезероваания свесов и циклевочном узле имеет большую площадь контакта с деталью. Такие копиры не оставляют следов на деталях с любой поверхностью, в том числе деликатных.
Узел раунд (обкатка углов) оснащен двумя высокоскоростными моторами. Скорость транспортера при включении агрегата составляет 20 м/мин. Возможны четыре схемы работы узла.
Первый и второй узел циклевания оснащены твердосплавными радиусными ножами, которые снимают тонкий слой с кромки, убирая кинематическую волну – след от обработки фрезами, в результате чего получается ровная обработанная поверхность.
Узел оснащен функцией пневмо-перенастройки, с возможностью поднастройки с помощью механической регулировки.
Узел циклевания оснащен механизмом отделения стружки от заготовки после циклевания.
Узел плоского циклевания оснащен двумя твердосплавными прямыми ножами (клеевая цикля), которые осуществляют обработку кромки в стыках с деталью. Это операция удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали.
Узел полировки состоит из двух двигателей осуществляет полировку обработанной части кромки. Для безопасности узел оборудован дополнительными защитными кожухами.
-
НаименованиеKDT KD-612KH
-
Длина заготовки, мм200 - 2800
-
Ширина заготовки, мм35 - 1200
-
Толщина заготовки, мм9 - 60
-
Ширина заготовок для пазования, мм50 - 1200
-
Размер пильного диска, мм120/20
-
Скорость перемещения захватов заготовки (Х), м/мин140
-
Max. скорость по оси (Y), м/мин75
-
Max. скорость по оси (Z), м/мин30
-
Кол-во вертикальных шпинделей сверху, шт12
-
Кол-во горизонтальных шпинделей сверху, шт8
-
Кол-во вертикальных шпинделей снизу, шт9
-
Фрезерный узел, 2 шт (верх/низ)2 x 3,5 кВт

-
Высокая производительность более 1000 деталей в смену при малой и высокой партийности
-
Расположение сверлильных агрегатов как сверху, так и снизу, позволяет осуществлять сверление заготовок с 6 сторон
-
Возможно объединение в один комплекс до 4 станков
-
Благодаря модульности, вы можете до устанавливать станки в уже работающую линию

Сверлильно-присадочный центр с ЧПУ KDT KD-612KH способен работать в проходном режиме с высокой производительностью. На входе, станок оснащен автономной смарт-камерой. Благодаря исключительной гибкости в программировании, гарантированной программным обеспечением Impact, смарт-камера Datalogic, отвечает всем потребностям систем машинного зрения.
- Высокая производительность более 1000 деталей в смену при малой и высокой партийности
- Расположение сверлильных агрегатов как сверху, так и снизу, позволяет осуществлять сверление заготовок с 6 сторон
- Возможно объединение в один комплекс до 4 станков
- Благодаря модульности, вы можете до устанавливать станки в уже работающую линию
Станина с порталом для основных узлов это фундамент всей конструкции, от надежности и жесткости которой зависит точность сверлильно-присадочного центра на протяжении всего срока эксплуатации.
Два автоматических захвата надежно фиксируют заготовку
Особая конструкция с обдувом захватов запатентована заводом KDT
Компоновка верхней сверлильной группы: 12 – вертикальных шпинделей, 8 – горизонтальных шпинделей
Компоновка нижней сверлильной группы: 9-вертикальных шпинделей
В стандартной комплектации установлены два фрезерных узла, верхний + нижний (3,5 кВт)
Минимальный размер детали 70 х 35 мм.
Станок оснащен промышленным компьютером на базе Windows
Интерфейс управления станком русифицирован
Компоновка нижней присадочной группы + фрезерный узел
Сканер для считывания штрих-кодов входит в базовое оснащение станка
Интегрированный конвейер удаления обрезков
Рабочий стол оснащен воздушной подушкой
Станок поставляется в базе с автоматизированным разгрузочным столом
Станок интегрирован с программой "Базис" и "К-3".